






I prudutti




Strumenti di fresatura di fondo di alta efficienza
Materiale di u pruduttu
Pigliate i scarpi di mulinu à fondu pianu per esempiu:
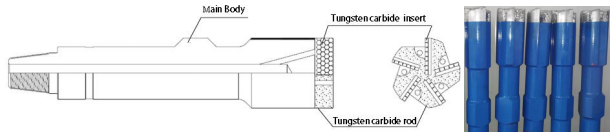
U corpu principale adopta l'acciaio in lega d'altu rendiment (4145H) per assicurà u funziunamentu lisu è efficaci sottu diverse pressioni di perforazione è situazione di velocità rotativa. Intantu, adoptemu un altu livellu di carburu di tungstenu per ottene una fresatura rapida. Stabilizzatore è falda esterna per junk mill è taper mill pò esse cuncepitu cum'è bisognu.
Inserti in carburu di tungstènu
· Superloy
Bon filler per anguria, string e taper mills.
Bona volta per i mulini di spazzatura.
Vasta gamma di dimensioni dispunibili.
U più robustu.
· Muncher di metalli
Fresa più veloce di l'utensili di fresatura convenzionale.
Riduce a pressione di perforazione necessaria durante a fresatura.
Lascia tagli più lisci senza labbra per i detriti da appiccà.
Produce detriti cù dimensioni simili.
Taglià u metallu invece di macinà.
· Opti-cut
Detriti più chjuchi.
ROP più veloce.
A vita più longa.
Pressione più bassa è esigenze di torque.
16 punti di taglio è 8 taglienti per ogni cutter.

Categoria di produttu
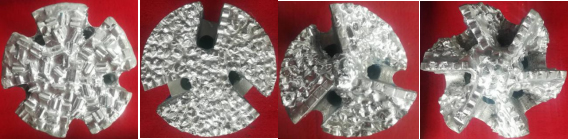
Concave / Flat / Blade Bottom junk mill
Adupratu per fresa, cono, calibre di diametru, denti grapple, tubi di lavaggio, junzione di attrezzi di perforazione, accessori per pompa di pozzi profondi, imballatore, distributore d'acqua è altri strumenti di perforazione più longu.
Petrozhr junk mill sò dispunibili in diverse cunfigurazioni è geometrie. A nostra ingegneria avanzata di mulinu è u saldatore espertu assicuranu una struttura di taglio consistente è durabile in ogni mulinu di spazzatura.

Tab. 1 Parametru Flat/Concave/Blade Bottom junk mill
| Borehole Dia. Mill Shoe OD Lunghezza consigliata (mm) (mm) Filettatura (mm) | PN Flat | PN Cuncava | PN Bladed |
| 95,2- 101,6 89 2-3/8REG 250 | JM089FX | JM089CX | JM089BX |
| 107,9- 114,3 97 2-3/8REG 250 | JM097FX | JM097CX | JM097BX |
| 117,5- 127 110 2-7/8REG 250 | JM110FX | JM110CX | JM110BX |
| 130- 139,7 121 2-7/8REG 250 | JM121FX | JM121CX | JM121BX |
| 142,9- 152,4 130 2-7/8REG 250 | JM130FX | JM130CX | JM130BX |
| 155.6- 165. 1 140 3- 1/2REG 250 | JM140FX | JM140CX | JM140BX |
| 168- 187,3 156 3- 1/2REG 250 | JM156FX | JM156CX | JM156BX |
| 190,5-209,5 178 3- 1/2REG 250 | JM178FX | JM178CX | JM178BX |
| 212.7-241.3 200 4- 1/2REG 250 | JM200FX | JM200CX | JM200BX |
| 244,5-269,9 232 4- 1/2REG 250 | JM232FX | JM232CX | JM232BX |
| 273-295.3 257 6-5/8REG 250 | JM257FX | JM257CX | JM257BX |
| 298.5-317.5 279 6-5/8REG 250 | JM279FX | JM279CX | JM279BX |
| 320,6-346. 1 295 6-5/8REG 250 | JM295FX | JM295CX | JM295BX |
| 349.3-406.4 330 6-5/8REG 250 | JM330FX | JM330CX | JM330BX |
| 406.4-444.5 381 6-5/8REG 250 | JM381FX | JM381CX | JM381BX |
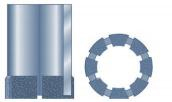
Scarpa Rotary
A scarpa rotativa adopta materiale di carburu à l'internu di u cilindru per taglià circonferenzialmente a cima di pesci irregulari, è riparà gradualmente a cima di pesci danneggiata in un cerculu, cum'è tubi, corpu di casing, etc.
[Nota: Perchè u diametru di u dente di fresatura interna di a scarpa rotart hè grande, u torque inversu hè grande, cusì bassa pressione è u modu di rotazione lenta deve esse aduttatu in l'usu di scarpa rotativa. In generale, a pressione di perforazione ùn deve micca più di 10 KN è a velocità di rotazione ùn deve esse più di 50 r / min.]

Tipu A
Cut metal, cimentu è furmazione.
Cutting on OD and bottom.

Tipu B
Taglià u metallu induve a liberazione hè chjuca.
Tagliu nantu à ID è fondu.
Tipu C
Formazione cut.
Cutting on OD and bottom.

Tipu D
Tagliate a furmazione è u pesciu à u stessu tempu.
Tagliu nantu à ID, OD è fondu.

Tab.2 Paràmetru di scarpi Rotary
| Casing / Wellbore Dia. | Scarpa rotativa OD (mm) | Scarpa rotativa Lunghezza (mm) | Filettatura consigliata | PN Scarpa Rotary | |
| 4 in | 101,6 mm | 95 400 | FJWP | TXX095 | |
| 5 - 1/2 in | 139,7 mm | 114 500 | FJWP | TXX114 | |
| 5-3/8in | 146,05 mm | 118 500 | FJWP | TXX118 | |
| 6-5/8in | 168,28 mm | 136 425 | FJWP | TXX135 | |
| 7 in | 177,8 mm | 152 450 | FJWP | TXX152 | |
| 7-5/8in | 193,68 mm | 160 450 | FJWP | TXX160 | |
| 8-5/8in | 219. 1mm | 185 550 | FJWP | TXX185 | |
| 12- 1/4in 311. 15mm | 203 450 | FJWP | TXX203 | ||
| 15-5/8in 396,88 mm | 298 450 | FJWP | TXX298 | ||
| 20 in | 508 mm | 406 450 | FJWP | TXX406 | |
Taper Mill
Taper Mill assà e restrizioni, casing collassatu è sezioni di rivestimentu è sbavatura finestre whipstock è casing. L'estremità bassa di u mulino conico, cù u so picculu, di diametru entra in l'involucro colapsatu è u rivestimentu. Allora i bordi di l'alesatore ligeramente spiralati per fresà a sezione sottu à piena. diamitru di mulinu.
Taper Mill hè custituitu da un corpu cunicu è carburu di tungstenu. A cunicità di u corpu hè di 30 gradi, u conu hè in forma d'ala, è a superficia hè dura o intarsiata di carburu di tungstenu.

Tab.3 Taper mill paràmetru
| Fora Dia. Taper mulinu OD Cunsigliatu Lunghezza (mm) (mm)Vite Filu(mm) | P.N. Taper mulinu | ||
| 95- 101.6 | 89 | 2-3/8REG 300 | XZ089 |
| 107,9- 114,3 97 2-3/8REG 300 | XZ097 | ||
| 117,5- 127,0 110 2-7/8REG 300 | XZ110 | ||
| 130- 139,7 121 2-7/8REG 300 | XZ121 | ||
| 142,9- 152,4 130 2-7/8REG 300 | XZ130 | ||
| 155.6- 165. 1 140 3- 1/2REG 300 | XZ140 | ||
| 168- 187,3 156 3- 1/2REG 300 | XZ156 | ||
| 190,5-209,5 178 3- 1/2REG 300 | XZ178 | ||
| 212.7-241.3 200 4- 1/2REG 300 | XZ200 | ||
| 244,5-269,9 232 6-5/8REG 350 | XZ232 | ||
| 273-295.3 257 6-5/8REG 350 | XZ257 | ||
| 298.5-317.5 279 6-5/8REG 350 | XZ279 | ||
| 320,6-346. 1 295 6-5/8REG 350 | XZ295 | ||
| 349.3-406.4 330 6-5/8REG 350 | XZ330 | ||
| 406.4-444.5 381 6-5/8REG 350 | XZ381 | ||
Moulin à corde d'angurie
A scarpa di corda di anguria hè unu di l'arnesi di fresatura in l'operazione di sidetracking. Hè aduprata per riparà i casing, reaming è apertura di canali. Hè di solitu usatu subitu dopu à apre windows. U bordu di fresatura (zona di travagliu) di u mulinu di anguria cuntatta u muru di u foru, è a fine di ogni bordu hè cuncepitu cum'è un conu. Quandu a finestra hè aperta, u mulinu di anguria pò allungà a finestra da a cima è sguassate u scaling è i burrs lasciati nantu à u muru di a pipa durante u tagliu iniziale.

Tab.4 Parametru di mulinu di corda d'anguria
| Borehole Dia. Vite (mm/in ) Filettatura | Zona di travagliu OD (mm/in) | Lunghezza di l'area di travagliu (mm/in) | Lunghezza Totul (mm/in) | PN |
| 139,7 (5- 1/2) NC 26 112 (4-7/ 16) 600 (23-5/8) | 1130 (44) | XGMX112 | ||
| 139,7 (5- 1/2) NC 26 116 (4-9/ 16) 600 (23-5/8) | 1130 (44) | XGMX116 | ||
| 139,7 (5- 1/2) NC 26 118 (4-5/8) 600 (23-5/8) | 1130 (44) | XGMX118 | ||
| 139,7 (5- 1/2) NC 31 120 (4-3/4) 600 (23-5/8) | 1280 (50) | XGMX120 | ||
| 146,0 (5-3/4) NC 31 124 (4-7/8) 600 (23-5/8) | 1280 (50) | XGMX124 | ||
| 168,3 (6-5/8) NC 31 142 (5-9/ 16) 600 (23-5/8) | 1280 (50) | XGMX142 | ||
| 177,8 (7) NC 31 151 (5- 15/ 16) 600 (23-5/8) | 1280 (50) | XGMX151 | ||
mulinu pilotu
U mulinu pilotu hè cuncepitu per a fresatura di casing, liner, scarpa rotativa o grande tubu ID. I lame di taglio vestiti cù materiale di carburu di tungstenu di alta classe facenu chì u mulinu pilotu di Petrozhr puderia ottene una penetrazione rapida cù u minimu usura. I detriti di taglio chjuchi è arricciati sò faciuli à caccià. È l'estremità di u pilotu hè usata per stabilizzà in l'ID di l'ughjettu chì hè fresatu.

Tab.5 paràmetru mulinu pilotu
| Fora Dia. (mm) | Vite Filu | Zona di travagliu OD (mm) | Lunghezza lama di taglio (mm) | Lunghezza di u spaziu di pilotu (mm) | PN |
| 153 2 3/8REG | 130 200 | ≧45 | LYMX130 | ||
| 165 2 3/8REG | 140 200 | ≧45 | LYMX140 | ||
| 187 3 1/2REG | 156 200 | ≧55 | LYMX156 | ||
| 210 4 1/2REG | 178 200 | ≧55 | LYMX178 | ||
| 241 4 1/2REG | 200 200 | ≧55 | LYMX200 | ||
| 270 4 1/2REG | 232 200 | ≧55 | LYMX232 | ||
| 295 6 5/8REG | 257 250 | ≧55 | LYMX257 | ||
| 317 6 5/8REG | 279 250 | ≧55 | LYMX279 | ||
| 346 6 5/8REG | 295 300 | ≧55 | LYMX295 | ||
| 406 6 5/8REG | 330 300 | ≧55 | LYMX330 | ||
| 445 6 5/8REG | 331 300 | ≧55 | LYMX331 | ||
Carta di applicazione di carburu di tungstenu
| Applicazione cunsigliata | Superloy | Opti-cut | Muncher di metalli | Muncher di metalli cù Superloy |
| Lavare un foru apertu | √ | √ | ||
| Tubu di perforazione di lavatrice | √ | |||
| Pacchettu di ghiaia lavatrice | √ | √ | ||
| Trim di liner di lavatrice | √ | |||
| Imballatore di lavatrice | √ | |||
| Fresatura di punta | √ | |||
| Loose Junk fresatura | √ | √ | ||
| Confezionatrice stazionaria o fresatura di tubi o tubi | √ | |||
| Macinazione di anguria | √ | |||
| Fresatura di corda | √ |
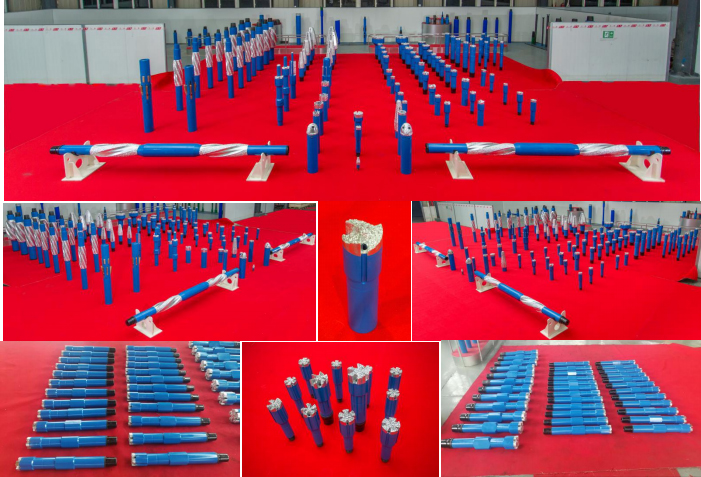
Fotografie di l'articuli di pesca


 Sala 703 Edificiu B, centru di Groenlandia, zona di sviluppu Hi-tech Xi'an, Cina
Sala 703 Edificiu B, centru di Groenlandia, zona di sviluppu Hi-tech Xi'an, Cina 86-13609153141
86-13609153141

